用陶瓷刀具加工发动机机匣
2021-08-24 15:05:00
航空发动机是飞机的核心部件,对飞机的性能和经济性有着决定性作用。作为航空发动机关键零件之一,机匣的加工也一直困扰着航空人。

机匣的加工难度大主要由于以下原因:其材料去除率比较大,毛坯约 70% 的余量需要去除;材料难加工,刀具寿命短;零件精密要求高;结构复杂不易加工;又属薄壁件零件,整体刚性差。
基于丰富的航空零部件加工经验,山高刀具专为航空发动机机匣加工推出了陶瓷系列刀具,能够在镍基高温合金等难加工材料中实现出色的性能。
高速车削
在高温合金加工中,一般认为使用涂层硬质合金的切削速度(Vc)在25-30m/min左右比较合适,但如果使用山高刀具陶瓷系列材质,切削速度可以达到300-900m/min,效率直接提升10-30倍以上。

山高刀具的 Secomax™ 陶瓷山高刀片材质等级在高速切削由 Inconel、MAR、RENE、Nimonic 和 Waspaloy 等高温合金制成的零件时具有较佳的耐磨性和韧性。
Secomax CS100
这款赛阿龙陶瓷材质等级可在涉及镍基高温合金的粗加工应用中提供卓越的性能。
Secomax CS300
作为一款赛阿龙陶瓷材质等级,CS300 比 CS100 坚韧更佳,并且是铣削镍基高温合金的首选产品。
Secomax CW100
使用晶须强化的 CW100 材质系列陶瓷刀片材质等级,它拥有出色的耐磨性、抗断裂韧性和抗沟槽磨损性能,并且在高温下依然可以保持较高硬度。
加工案例

高速铣削
针对较小加工区域的整体硬质合金陶瓷立铣刀 JCG790 系列。
山高高性能 Jabro® 陶瓷立铣刀 JCG790 采用专为实现高强度和长久刀具寿命而设计的先进的 SiAlON 陶瓷,钎焊到硬质合金刀柄以获得较佳减振效果,实现稳定的高温合金加工工艺。采用该款山高铣刀进行高速铣削,加工效率可得到较大提升。

加工案例
零件:铸造整体叶盘
机床:立式加工中心,高转速10000rpm
主轴:SK 50
冷却液:干切
刀柄:ER弹簧夹套刀柄
应用规格:满槽铣削,槽宽=20mm,槽深=6mm,槽长=11mm
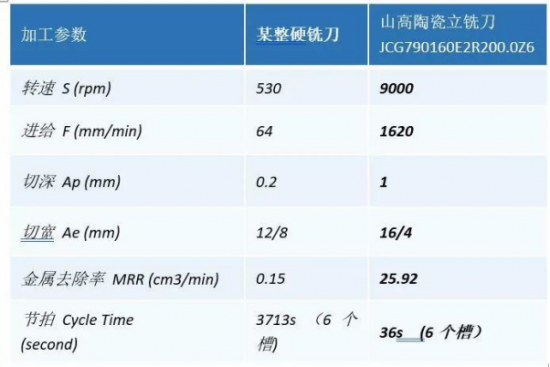
加工表现:
加工效率较客户现用刀具提升六十余倍。刀具切削平稳,刃口磨损正常。

针对较开阔加工区域的舍弃式陶瓷铣刀片。
采用专为镍基高温合金材料开发的 CS300 陶瓷刀片和安装 RN/RP 类型刀片的刀体时,可以获得一流的坚韧性、强度和工艺稳定性,从而可以采用更高的切削参数来铣削难以加工的高温合金材料。刀体专为运行陶瓷刀片而设计,采用山高小巧紧凑的楔块锁紧,因此可以在相同的刀体直径下安装更多的刀片,并获得更高的进给效率能力。

若朋友们还想了解更多山高刀具旗下的产品(例如:山高车刀、双面王等),不妨去看看其官方网站或者是公众号。
